說起來透明的塑膠制品,相信大家都會想到這個在注塑機中需要注意哪些事項,如果稍微哪里出現一點點問題,那么透明的塑膠制品可能就變成了有花紋,或者有氣泡的產物.這樣的產品還有誰會在意呢?
所以今天我們說一下透明的塑膠制品的注意事項.

需要注意原料是否干燥以及原料使用前的準備.
為什么要注意原料的準備工作以及原料的干燥呢?主要是怕原料遇到水,加熱后會變成水蒸氣,這樣會影響原料的材質,原料變質肯定會影響透明度,而且在注塑加工過程中輸入的空氣也要經過過濾以及要經過除濕.
透明塑膠制品在模具設計注意事項
2.1:透明模具一定需要透明設計,中間不能擁有氣泡,所以排氣口中的氣體需要全部排出,排氣孔和槽必須要足夠,
2.2:在材料的選取方面,除了PET塑料以外,我們設定壁的厚度不能小于1毫米
2.3:在注塑過程中需要盡量保持壁的厚度要保持一致才行,拖模的斜度要保證能足夠大.
2.4:模具在制作的過程中,要保證模具表面很光滑,粗糙度需要非常低才行,需要在粗糙度0.8以為為宜.
2.5:澆口流到需要很寬大,我們在實際中需要盡可能的讓他寬,同時我們需要根據收縮冷凝效果來設置澆口的準確位置,如果有需要的時候我們還要增加冷料井.
2.6:注塑時需要注意,防止尖角,以及防止銳邊產生,需要圓滑過渡一下,如果在使用的PC料的話,切記不能有缺口.

清潔衛(wèi)生
在第一點我們已經說過,需要注意清潔衛(wèi)生,我們在透明塑膠制品設計中以及說過,詳情查看http://m.xhgkj.com/design/6.html,為了防止原料的污染,第一點也有講過,原材料以及螺桿的清潔就至關重要.
螺桿以及平面凹陷處有時會存在舊料或者雜物,這個就非常棘手了,對透明塑料來說,簡直就是克星.所以我們在使用前,需要或者停機后,都應該清理干凈各元件,使其不能沾有各其他的垃圾或者雜物.

注塑工藝方面
4.1:需要節(jié)省原料在機筒中的停留時間,需要保壓時間以及需要在成型周期完成之前需要完成并滿足產品充模,不允許產生凹陷,也同時不準產生氣泡等.
4.2:需要對模的溫度設置在精確,在溫度控制過程中,模的溫度可以稍微高一點,這樣模具的溫度制品的冷卻對質量的影響可以減少一些.
4.3:注射方面,一般情況下注射的壓力比較大,這樣可以克服絨料的沾度大的缺陷等問題,這個時候壓力太高反而對內應力產生影響,有可能發(fā)生脫模,或者是變形,對透明塑料有一定的影響,所以要注意調節(jié).
4.4:有些透明的塑料樹脂會發(fā)生不分解的情況,如果遇到這樣的情況,我們只需要提高注射時間即可.
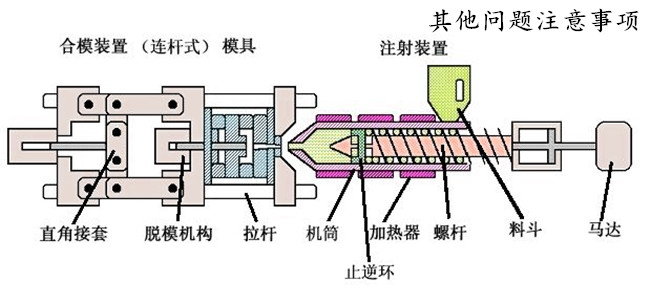
4.5:螺桿需要選擇專用的螺桿,并且針對塑料機配備單獨的溫控射嘴.
4.6:在做透明制品時,需要螺桿的轉速達到滿足塑膠質量的要求,同時背壓也要滿足素質化塑膠質量要求,在滿足這兩點的條件下,需要盡量時螺桿轉速降低.防止產生降解.
4.7:注塑速度需要采用先慢,再快,最后慢的三級注射方法,但是條件是需要注射速度需要滿足充模情況.
其他方面需要注意的問題
其他方面還有很多問題需要注意,如防止透光塑料的表面質量霧化,需要在注塑時減少用脫模劑,如果用在回料的時候他的脫模劑也必須要小于20%.
其次,如PET材料外,為了消除內應力,我們需要對透明塑膠制品進行后處理.
再次PMMA料需要在70度以上,80度以下進行熱風循環(huán)干燥4個小時,
接著PC對空氣的要求比較高,需要使用清潔的空氣,并且甘油,液體以及石蠟等等需要加熱到一定的溫度,在110度到135之間,這時候再按照產品進行定制.
最后還需要注意的問題是PET料必須通過雙向拉伸這個工序,這樣的話,良好的性能才能表現出來